

Rechercher
Rechercher
L’inspection par courants de Foucault est basée sur l’interaction entre une source de champ magnétique, soit une bobine, et un matériau électriquement conducteur. Cela se traduit par une induction de courants de Foucault, dite induction électromagnétique. La détection d’un défaut devient possible en analysant les variations que subissent les courants.
Les courants de Foucault conventionnels sont principalement utilisés pour la détection de défauts de surface, les mesures de conductivité et les mesures d’entrefer requises dans plusieurs applications comme l’inspection d’échangeur de chaleur, inspection du fuselage d’un avion, etc.
Avantages :
L’inspection par courants de Foucault multiéléments (ECA, ou Eddy Current Array) représente l’évolution de la technique CF conventionnel. Cette technique offre une couverture de surface plus large grâce à l’utilisation de plusieurs bobines, augmentant ainsi la sensibilité aux défauts.
Une sonde CF multiéléments peut être personnalisée selon l’application et la couverture désirées. En effet, le nombre de bobines et la flexibilité peuvent être ajustés pour inspecter des géométries complexes, telles que les dents d’engrenages.
Cette méthode est efficace dans diverses applications comme l’inspection de soudures, la cartographie de corrosion, les trains d’atterrissage des avions, les composantes de turbines, etc.
Avantages:

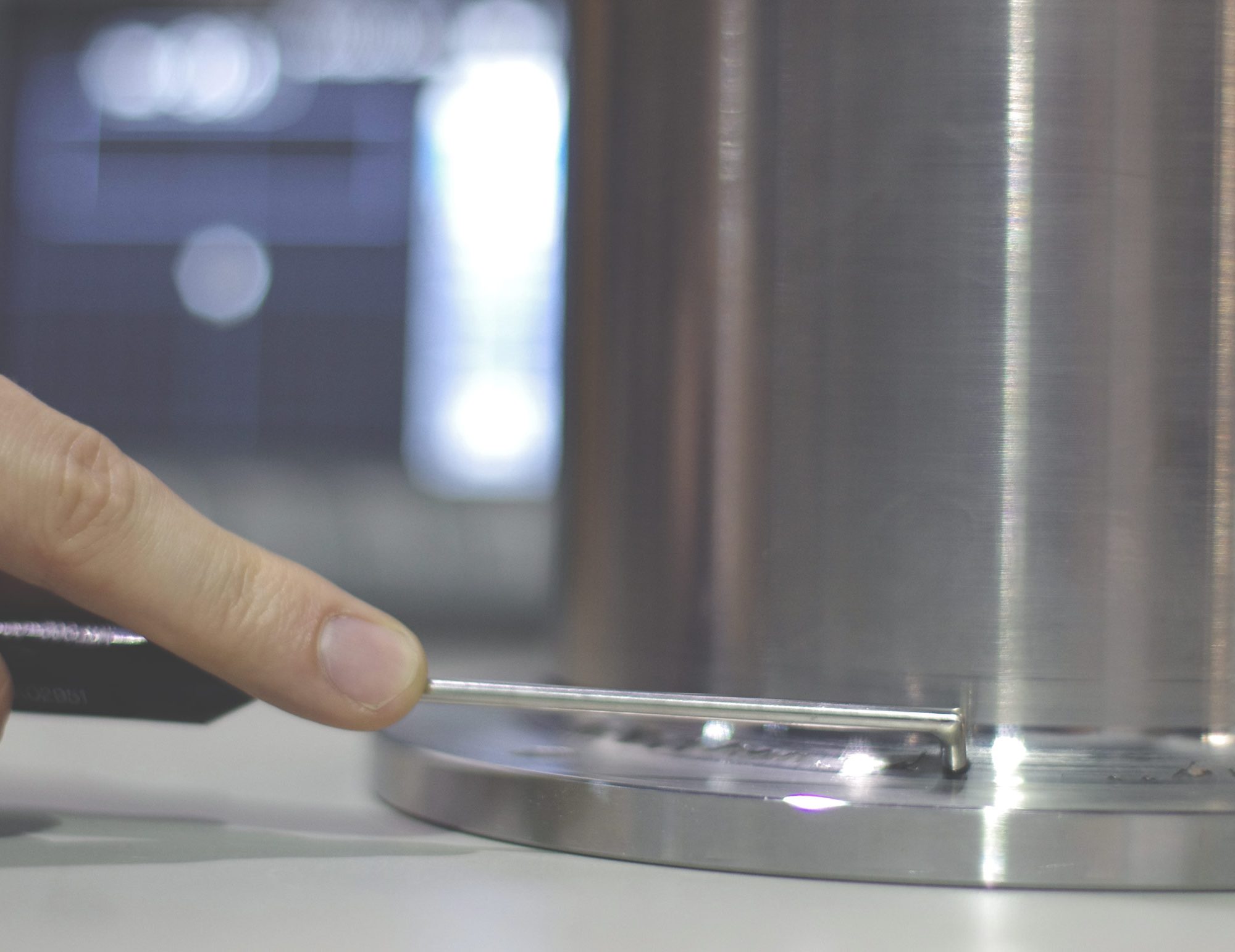
L’inspection par courants de Foucault tangentiels (TEC, ou Tangential Eddy Current) est une autre technique basée sur l’induction électromagnétique. La principale différence avec les CF conventionnels réside dans l’orientation des bobines qui est tangentielles à la surface. Considérant que les courants de Foucault sont créés de manière perpendiculaire à la surface, cela facilite la détermination de la profondeur des défauts.
Les courants de Foucault tangentiels détectent et caractérisent des fissures débouchant à la surface de composants en acier au carbone. Cette technique est principalement utilisée sur les soudures et sur leur zone affectée thermiquement (ZAT). Les courants de Foucault tangentiels peuvent également être employés en multiéléments afin d’augmenter la couverture d’inspection.
Avantages:
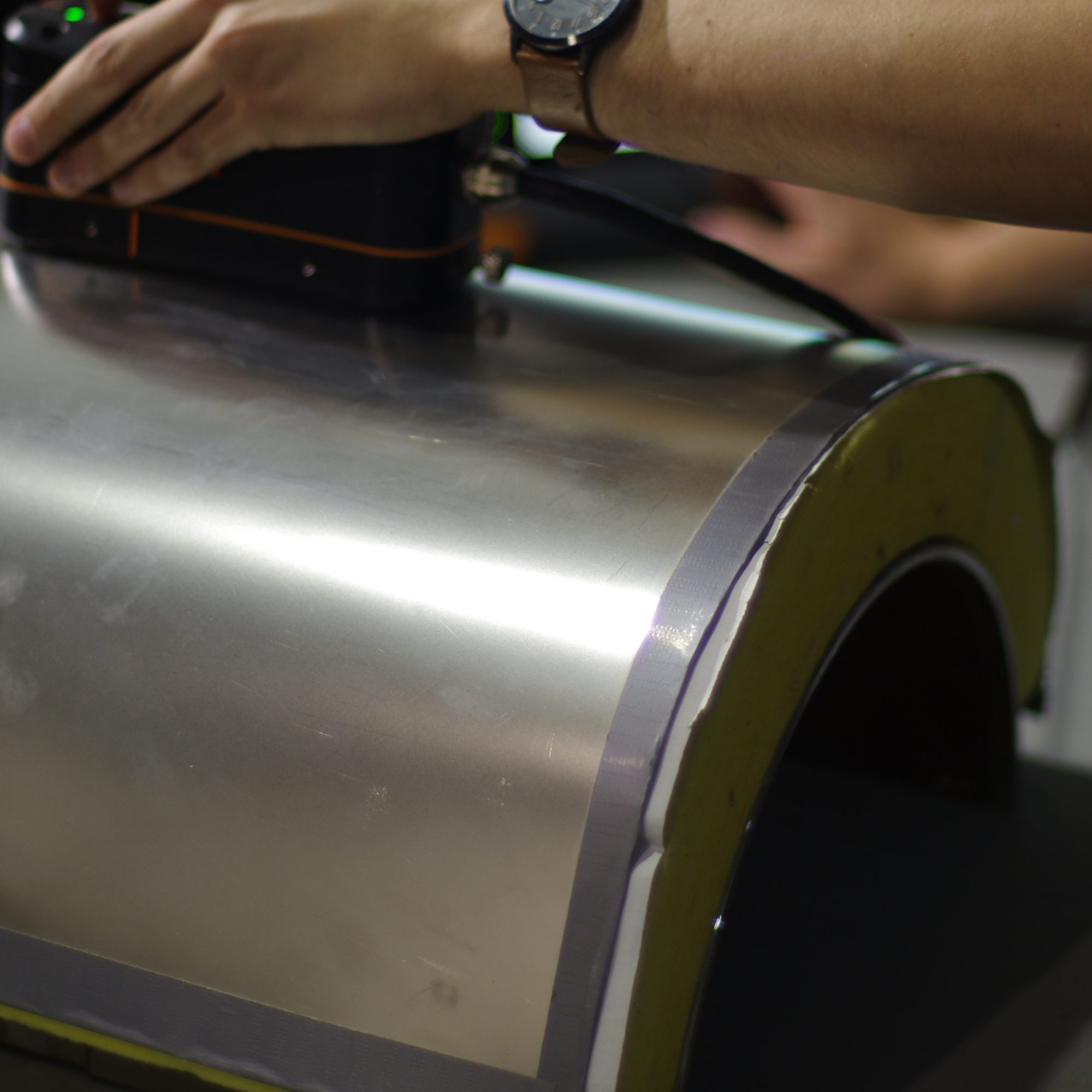
L’inspection par courants de Foucault pulsés (PEC, ou Pulsed Eddy Current) est une méthode avancée qui se base sur la pénétration du champ magnétique à travers des couches de revêtement pour atteindre la paroi du matériau à inspecter.
Cette technique est généralement utilisée pour évaluer l’épaisseur et déceler la corrosion sur des matériaux ferreux recouverts d’un isolant, d’ignifuges ou de revêtements. Les principales applications sont la détection de corrosion sous calorifuge (CUI), corrosion sous ignifuge (CUF) et cloquage (scabs).
Avantages:
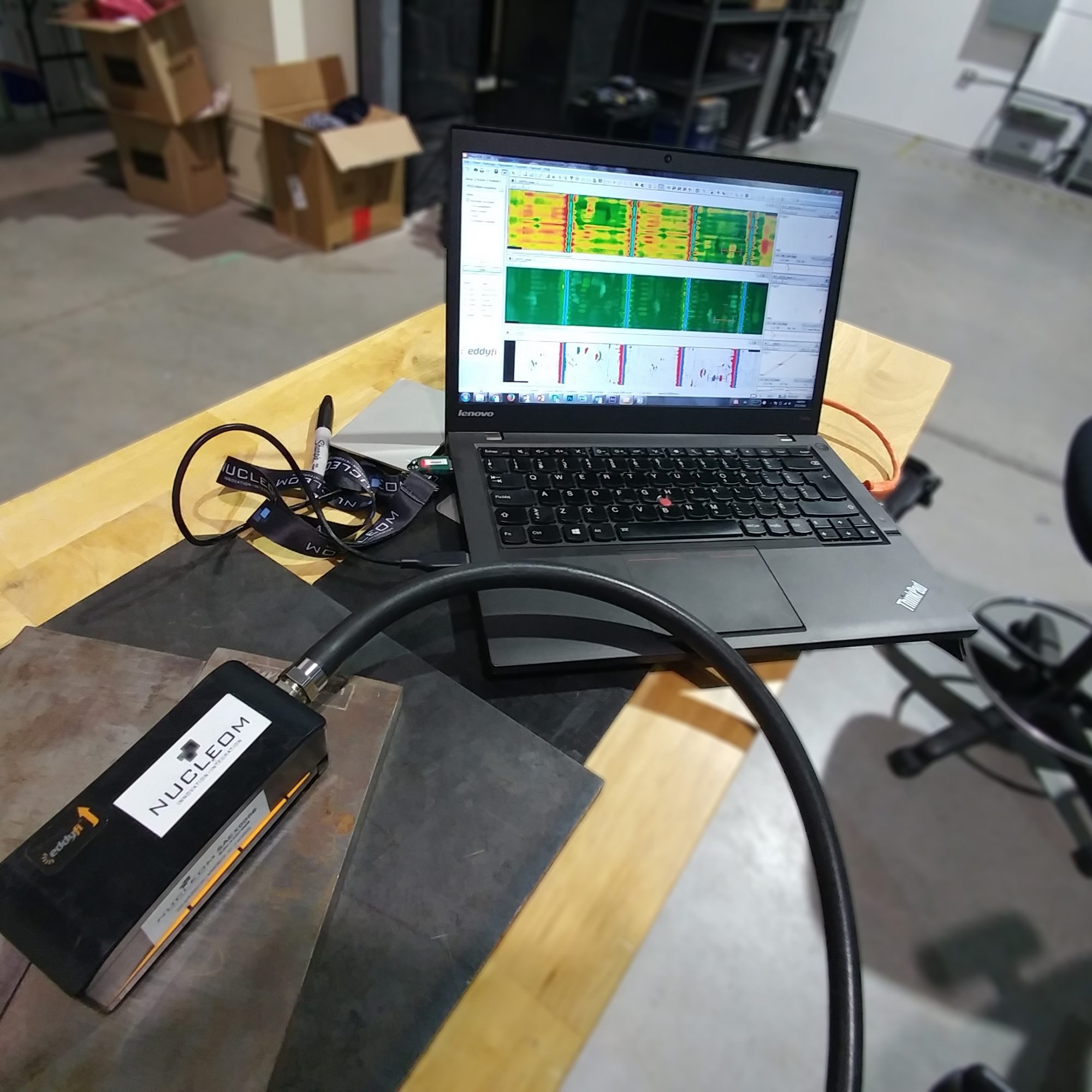
Pour ce client, le mandat de Nucleom était d’identifier les sections saines d’un tuyau en fonte endommagé par de la corrosion graphitique. Le défi majeur dans ce contexte était que les méthodes couramment utilisées (UT, PAUT, RT) ne pouvaient pas identifier la zone graphitisée, puisqu’aucune perte d’épaisseur ou autre indication n’était présente. Les changements étaient microstructuraux et une méthode de contrôle non destructive était nécessaire pour examiner le matériau.
Après avoir étudié le projet, nos départements de métallurgie et d’ingénierie ont désigné les Courants de Foucault Pulsés (PEC) comme technique de choix pour détecter la zone de graphite à partir de sections saines : les phases de graphite et de ferrite dans la fonte n’ont pas les mêmes propriétés magnétiques, ce qui entraîne une réponse différente à un champ magnétique. Des tests ont été réalisés dans notre laboratoire. Comme anticipé, une perte d’épaisseur a été détectée dans la zone graphitisée (perte de signal), tandis que la zone saine a montré une épaisseur nominale.
Nous avons utilisé cette méthode pour notre client afin de trouver une section appropriée pour la réparation, en tenant compte des caractéristiques de production. L’inspection a donné de bons résultats et a clairement différencié la section saine de la fonte de la zone endommagée.
En savoir plus sur la détection de LA CORROSION GRAPHITIQUE DANS LA FONTE

Le LineCore est un dispositif d’inspection utilisé pour détecter la corrosion interne dans des conducteurs en aluminium renforcé d’acier (ACSR). Le détecteur est sensible à l’épaisseur du revêtement de zinc des brins d’acier galvanisés centraux. Cette couche de zinc sert d’anode sacrificielle protégeant ainsi les constituant du câble. Lorsque celle-ci se dégrade, cela donne lieu à la corrosion interne et à l’affaiblissement des brins d’aluminium.
La technologie LineCore fonctionne sur le principe des courants de Foucault. Par contre la conception du capteur et l’affichage d’analyse sont uniques à cette technologie d’inspection.
Avantages :

 Vous vous retrouvez face à des défis d’inspection?
Vous vous retrouvez face à des défis d’inspection?Notre équipe de spécialistes est là pour vous aider. Découvrez comment nos services peuvent résoudre vos problématiques d’inspection de manière efficace et professionnelle.